


[关键词] 可编程控制器;混凝土搅拌站;控制系统
1 引言
混凝土搅拌站用于快速批量搅拌混凝土,过去的设备均采用手动控制或是继电器控制,存在着故障率高、维修性差、自动化程度低等缺点。而可编程控制器( PLC) 以其运行稳定可靠、易学易用、抗干扰性能强等特点,在工业控制中得到广泛应用。
随着PLC 的发展,多种特殊I/ O 模块的开发,PLC 控制功能越来越强大;通过通讯与计算机共同使用既可弥补PLC 控制数据处理、人机界面操作等弱点,也可克服计算机现场控制中的缺陷。在混凝土搅拌站的控制系统中采用可编程控制器控制,实现了混凝土搅拌过程的全自动化控制,运行安全可靠。通过与计算机通讯实现人机界面操作,完成故障的判断和处理、混凝土搅拌的配比、混凝土产量的统计等工作。
2 混凝土搅拌站的工作原理及控制要求
2.1.1 工作原理
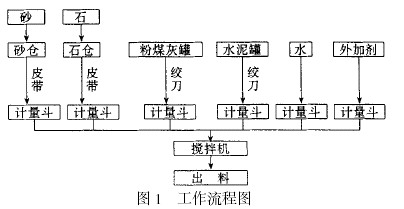
混凝土搅拌站分为四个部分:砂石给料、粉料(水泥、粉煤灰、膨胀剂等) 给料、水与外加剂给料、传输搅拌与存储。其工作流程如图1 所示,搅拌机控制系统上电后,进入人- 机对话的操作界面,系统进行初始化处理,其中包括配方号、混凝土等级、坍落度、生产方量等。根据称重对各料仓、计量斗进行检测,输出料空或料满信号,提示操作人员确定是否启动搅拌控制程序。启动砂、石皮带电机进料到计量斗;打开粉煤灰、水泥罐的蝶阀,启动螺旋机电机输送粉煤灰、水泥到计量斗;开启水仓和外加剂池的控制阀使水和外加剂流入计量斗。计量满足设定要求后开启计量斗斗门,配料进入已启动的搅拌机内搅拌混合,到设定的时间打开搅拌机门,混凝土进入己接料的搅拌车内。
2.1.2 控制要求
2.1.2.1 各个气缸、控制阀和电机按混凝土搅拌流程的要求运行,各个气缸、控制阀和电机的控制必须准确、稳定、可靠。
2.1.2.2 控制系统具备自动、手动两种工作模式,且相互间的关系是独立又彼此制约。
2.1.2.3 系统具有良好的抗干扰能力和完善的报警自保护功能。
2.1.2.4 通过与计算机通讯,可以显示系统工作状态、故障报警。
2.1.3 控制系统的组成
混凝土搅拌控制系统由主控器和外围电路组成,其原理如图2所示。
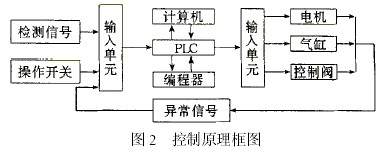
可编程控制器是核心,其中包括输入、输出单元、控制单元、检测单元和通讯单元。PLC 不断地扫描检测各种输入信号的状态,并且通过程序发出指令,控制相应的气缸、控制阀和电机,从而完成混凝土搅拌的过程,与此同时还显示相应的信号,实现混凝土搅拌过程的自动控制和跟踪显示。
3 PLC 输入、输出的确定及选型
根据以上分析, PLC 在自动控制系统中主要是控制相关的气缸、控制阀和电机。对这些气缸、控制阀和电机的控制完成水泥、砂石、水和外加剂的称量和输送混合。对这些控制对象分别给以相应的代号作为PLC 的输出。
PLC 的输入主要是气缸运行的行程开关和称重的传感器以及相互联锁的行程开关。还有手动操作以及工作模式选择时要使用的按钮开关、选钮开关等。对这些信号分别给以相应的代号作为PLC 的输入。
经过调试,最后确定PLC 的输入、输出点总数为58 点。
根据前面确定的输入、输出点数,以及通过与计算机通讯实现人机界面操作,完成故障的判断和处理、混凝土搅拌的配比、混凝土产量的统计等过程。我们选用了OMRON 公司生产的C200H 型PLC 作为主机。这种机型技术先进、成熟,编程方便,性能价格比也合适。
4 控制程序设计
PLC 程序设计的基本要求是程序能使控制系统按照工作流程的要求进行循环动作。为此,我们按照主要控制程序和辅助控制程序的思路进行了由基本到完善,由简单到复杂的程序设计。本设备程序设计主要分为两个部分:主控制程序和辅助控制程序。主控制程序实现工作流程的循环联锁控制。辅助控制程序则是辅助保障主控制程序的可靠运行。
4.1.1 主控制程序设计
根据工作流程对每个气缸、控制阀和电机的动作要求找出相关的输入、输出点,再在PLC 的指令系统和数据区找出恰当的指令和数据,然后把它们编成相应动作的程序,再依据动作的顺序,利用相关的输入或输出信号进行控制程序调用,形成实现工作流程的主要运行程序。
4.1.2 辅助控制程序设计
辅助控制程序包括系统初始化、断电保护、故障报警和抗干扰等部分。
4.1.2.1 系统初始化程序设计
根据工作流程的要求,PLC 控制程序执行输出动作时,计算机必须已经处于数据的采集与处理状态,因此,需要设定内部辅助继电器标志。只有当计算机复位该标志时, PLC 才能确认计算机已处于所要求的状态,否则必须关断所有输出负载,进入等待。
4.1.2.2 断电保护程序设计
由于整个设备的工作流程是连续循环进行的,因此断电之后再起动必须仍然恢复断电前的状态。程序设计选择具有断电保护的内部辅助保持继电器和数据,将气缸、电磁阀或电机的运行状态和参数进行保存,实现断电保护。
4.1.2.3 故障自动报警设计
为了保证设备的正常运行,设计了故障自动报警程序。利用PLC 指令系统的计时器、计数器等指令,对主要的控制信号进行监控。当故障出现时,产生故障码输出和声光报警。通过PLC 与计算机通讯,计算机同时可以显示出故障点和故障原因,利于迅速及时排除故障,恢复程序的运行。

图3 系统初始化程序框图
4.1.2.4 抗干扰程序设计
虽然PLC 具有很高的可靠性,但由于现场提供给PLC 的开关量信号有误,就可能使控制过程出错。因此进行了抗干扰程序设计,避免干扰信号出现时发生误动作。例如输入触点的抖动,PLC 采用微分指令判别,再进行保持继电器锁定。还可以充分利用PLC 的计时器、计数器等指令,加以延时保护。
4.1.3 PLC与计算机通讯
通过PLC 通讯单元实现与计算机的通讯,计算机完成数据的采集和处理,可以传送至PLC 的DM 数据区,计算机还可以直接读写PLC 内部数据区的数据,也可以监控程序执行状态,其相互关系如图4 所示。PLC 实现与计算机通讯,可以完成混凝土的配比参数的选择,也使PLC 控制系统的调试抛开了编程器的不直观不方便的缺馅,调试、参数修改和故障处理等都实现人机操作对话,控制系统更完善,这是目前自动控制领域最理想的控制方式,即采用计算机为数据管理级,PLC 为数据控制级,PLC 与计算机通讯形成控制网络管理现场的控制系统。

图4 PLC 与计算机的关系框图
5 结束语
由PLC 和计算机共同组成的控制系统实现混凝土搅拌工作流程的自动控制。该控制系统具有工作稳定、搅拌的混凝土质量好,故障率低,生产量大,能耗低以及操作简便等优点,可广泛应用于建筑工程、公路工程、桥梁工程等。PLC + 计算机的控制是目前控制领域最流行的控制模式, PLC 与计算机通讯构成网络还可以实现多套搅拌系统的群控。
[参考文献]
[1]可编程控制系统原理·应用·维护[M]。北京: 清华大学出版社,1996。
[2]C200H 可编程控制器操作手册[M] 。 上海:上海欧姆龙自动化系统有限公司,1996。
[作者简介]师俭英(1969 - ) ,女,工程师,工业电器自动化专业。
[单位地址]湖南长沙市天心区劳动路257 号湖南省第六工程公司科研所(410015)
[联系电话]0731 - 5124301














