


摘要:本文主要论述了超微粉的性能及作用机理,讨论了硅灰和α-Al2O3微粉对耐火浇注料加水量、成型性能、强度和抗渣性能的影响。结果表明:
(1)两种微粉配合使用,材料性能较好;
(2)单独使用一种微粉时,硅灰效果优于α-Al2O3微粉;
(3)当α-Al2O3微粉用量一定时,增大硅灰,水用量显著降低;
(4)本试验条件下,超微粉适宜用量:硅灰 6%,α-Al2O3微粉 2%,此时加水量、成型性能、强度和抗渣性能最优。
(1)两种微粉配合使用,材料性能较好;
(2)单独使用一种微粉时,硅灰效果优于α-Al2O3微粉;
(3)当α-Al2O3微粉用量一定时,增大硅灰,水用量显著降低;
(4)本试验条件下,超微粉适宜用量:硅灰 6%,α-Al2O3微粉 2%,此时加水量、成型性能、强度和抗渣性能最优。
关键字:超微粉-耐火浇注料-耐火材料
1. 前言
在研制开发新产品的过程当中,作者遇到了超微粉的使用问题。
超微粉对耐火材料性能的影响非常大,是配制低水泥系列浇注料的技术关键。超微粉的品种选择是否得当,其用量是否适宜,直接关系到耐火浇注料的使用效果。为此本文详细论述了超微粉的作用机理及其对耐火浇注料性能的影响,最终为新产品开发选取了超微粉的最佳用量。
众所周知,传统水泥耐火浇注料,由于水泥用量较高,能够获 得足够的常温强度。但是,中温时水泥的晶型转变会使强度显著降低;且水泥会带入3~10%的CaO,与料中的SiO2和α-Al2O3反应,生成低熔点的钙长石(CAS2)或钙铝黄长石(C2AS),从而导致了材料高温强度和抗侵蚀性的降低。而超微粉和高效外加剂的引入,则可以大大改善这种状况。能够配制出性能优良的低水泥、超低水泥和无水泥浇注料。该类材料触变性较好,中温强度不下降,性能优良,已广泛应用于冶金、建材、石化、电力等各个领域,获得了良好的使用效果。
2.超微粉的性能及作用机理
2.1超微粉的性能
超微粉技术是低水泥系列耐火浇注料的关键技术,通常以5μm作为分界线,≤5μm 的粉料称为超微粉,>5μm的粉料叫做微粉。 超微粉和微粉品种较多,其中最常用的是硅灰和α-Al2O3微粉。
硅灰又称活性SiO2、微SiO2,是生产金属硅或铁合金的副产品,呈中空球状,有活性。掺加硅灰的浇注料凝结后,SiO2表面形成的硅醇基(—Si—OH),经干燥脱水架桥,形成了硅氧烷[—Si—O—Si—]网状结构,从而发生了硬化。在硅氧烷网状结构中,硅与氧之间的键,随着温度的升高而不断裂,因此强度也逐渐提高。在高温下硅灰还与α-Al2O3反应,逐步形成莫来石化,产生体积效应,抵消耐火浇注料的部分体积收缩,这有利于强度的提高。
α-Al2O3微粉系用工业氧化铝煅烧后制成的。其特点是分散性好,颗粒小,高温下易于烧结且体积效应小。
2.2 超微粉作用机理
超微粉作用机理非常复杂,但基本机理是填充和润滑。超微粉填充骨料与粉料间的空隙,使水用量降低;成型体排除水分后,留下的孔洞也较少,这样就可以提高体积密度和降低显气孔率,从而改善材料的结构强度,优化材料性能。另外,超微粉粒子表面能吸附分散剂而形成水膜层,提高了润滑作用,加大了流动性,也可以优化材料性能。
3. 试验
3.1 原料
表1. 主要原料理化指标
|
Al2O3 |
SiO2 |
Fe2O3 |
Na2O |
CaO |
烧失 | |
|
特 级 矾 土 |
87.57 |
— |
1.32 |
0.069 |
— |
— |
|
硅 灰 |
1.48 |
91.54 |
— |
— |
— |
2.46 |
|
α-Al2O3微粉 |
99.78 |
0.06 |
0.04 |
— |
— |
0.04 |
|
纯铝酸钙水泥 |
71.0 |
— |
— |
— |
18.0 |
— |
3.2 基本配方
表2.基本配方
|
a |
b |
c | |
|
特级矾土 |
75 |
75 |
72 |
|
粉 料A+B |
19 |
19 |
19 |
|
纯铝酸钙水泥 |
2 |
2 |
2 |
|
硅 灰 |
4 |
0 |
5 |
|
α-Al2O3微粉 |
0 |
4 |
2 |
|
分 散 剂 |
0.2 |
0.2 |
0.2 |
3.3 制样及样块热处理方式
a. 40×40×160mm 用于测量强度及线变化
该试块振动成型后,在室温下自然养护24h后脱模,测定110℃×24h,1100℃×3h,1400℃×3h热处理后试样的体积密度、线变化率、抗折强度和耐压强度。
b. 70×70×70mm坩埚其上预留φ30×30mm圆孔,用于做抗渣试验
该试块振动成型后,在室温下自然养护24h后脱模,经110℃×24h烘干处理后,于每个试块的预留圆孔中放入25g渣样(粒度≤3mm),进行1500℃×3h热处理,待试样自然冷却后,将试块沿圆孔中心线纵向剖开,测量侵蚀深度,以评价抗渣性的优劣。
3.4 试验方法
(1) 依照上述基本配方a,保持硅灰4%不变,逐量掺加α-Al2O3微粉:0、2、4、6、8???,同时降低特级矾土粉用量,以保持粉料总量不变;
(2) 依照上述基本配方b,保持α-Al2O3微粉4%不变,逐量掺加硅灰:0、2、4、6、8???,同时降低特级矾土粉用量,以保持粉料总量不变;
(3) 依照上述基本配方c,α-Al2O3微粉总量保持2%不变,详见P7表3.配方,作了6组试验;
(4) 依照基本配方a及b ,分别成型抗渣试块。
4. 测试结果及讨论
4.1 微粉掺量对加水量及成型性能的影响
(1) α-Al2O3微粉保持一定量不变,随硅灰掺量增加,用水量呈下降趋势
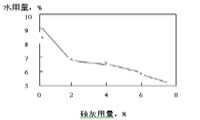
图1.硅灰掺量对加水量的影响
(2) 硅灰保持一定量不变,随α-Al2O3微粉掺量增加,用水量变化不大,即α-Al2O3微粉对材料的成型性能影响不大
(2) 硅灰保持一定量不变,随α-Al2O3微粉掺量增加,用水量变化不大,即α-Al2O3微粉对材料的成型性能影响不大
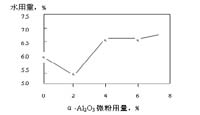
图2. α-Al2O3微粉对加水量的影响
(3) 当仅用硅灰4%,不掺加α-Al2O3微粉,加水量6%;当仅用 α-Al2O3微粉4%,不掺加硅灰,加水量9%;可见,硅灰的填充效果及减水性均好于α-Al2O3微粉。
(4) 超微粉的填充效果不仅取决于它的细度,还与微粉的形状及活性有关。硅灰呈中空球状有活性,其作用优于α-Al2O3微粉。
(5)超微粉用量有个最佳值 超微粉用量过少时,骨粉料间的空隙未填充满,水用量过大,体积密度小,显气孔率高;当超微粉用量过高时,填充空隙有余,剩余的超微粉需用水,且不密实,显气孔率也无变化;超微粉用量适宜时,掺加的超微粉将全部填充到浇注料的孔隙中而无不足或剩余,致使包覆的游离水释放出来,润湿颗粒的表面,使之具有良好的触变性。在浇注料振动成型时,由于内粘滞阻力和屈服应力的值较小,球型超微粉的运动摩擦力也小,因此浇注料具有良好的流动性。
(6)硅灰的减水性能等虽然优于α-Al2O3微粉,但由上可知,两种微粉配合使用效果更好。在本试验中硅灰加入量6%,α-Al2O3微粉加入量2%,为最佳。
4.2 超微粉用量对强度的影响
(1)硅灰用量对强度的影响
α-Al2O3微粉掺量保持不变,随硅灰用量增加,烘干耐压强度显著提高。
(3) 当仅用硅灰4%,不掺加α-Al2O3微粉,加水量6%;当仅用 α-Al2O3微粉4%,不掺加硅灰,加水量9%;可见,硅灰的填充效果及减水性均好于α-Al2O3微粉。
(4) 超微粉的填充效果不仅取决于它的细度,还与微粉的形状及活性有关。硅灰呈中空球状有活性,其作用优于α-Al2O3微粉。
(5)超微粉用量有个最佳值 超微粉用量过少时,骨粉料间的空隙未填充满,水用量过大,体积密度小,显气孔率高;当超微粉用量过高时,填充空隙有余,剩余的超微粉需用水,且不密实,显气孔率也无变化;超微粉用量适宜时,掺加的超微粉将全部填充到浇注料的孔隙中而无不足或剩余,致使包覆的游离水释放出来,润湿颗粒的表面,使之具有良好的触变性。在浇注料振动成型时,由于内粘滞阻力和屈服应力的值较小,球型超微粉的运动摩擦力也小,因此浇注料具有良好的流动性。
(6)硅灰的减水性能等虽然优于α-Al2O3微粉,但由上可知,两种微粉配合使用效果更好。在本试验中硅灰加入量6%,α-Al2O3微粉加入量2%,为最佳。
4.2 超微粉用量对强度的影响
(1)硅灰用量对强度的影响
α-Al2O3微粉掺量保持不变,随硅灰用量增加,烘干耐压强度显著提高。
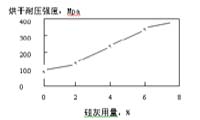
图3.硅灰用量对烘干耐压强度的影响
(2)α-Al2O3微粉用量对强度的影响
硅灰掺量保持不变,随α-Al2O3微粉用量增加,烘干耐压强度呈下降趋势(见图4.)
(3)当不加硅灰,只加α-Al2O3微粉4%,烘干耐压强度为9.8Mpa;当不加α-Al2O3微粉,只加硅灰4%,烘干耐压强度为27.4Mpa;可见,单独使用硅灰的效果优于单独使用α-Al2O3微粉的效果。
(4)两种微粉配合使用时,其用量有一个最佳值。应根据耐火骨料、粉料、水泥的品种、品级和用量,合理选择超微粉的品种及确定适当用量。同时,应注意选取相应的外加剂。
(2)α-Al2O3微粉用量对强度的影响
硅灰掺量保持不变,随α-Al2O3微粉用量增加,烘干耐压强度呈下降趋势(见图4.)
(3)当不加硅灰,只加α-Al2O3微粉4%,烘干耐压强度为9.8Mpa;当不加α-Al2O3微粉,只加硅灰4%,烘干耐压强度为27.4Mpa;可见,单独使用硅灰的效果优于单独使用α-Al2O3微粉的效果。
(4)两种微粉配合使用时,其用量有一个最佳值。应根据耐火骨料、粉料、水泥的品种、品级和用量,合理选择超微粉的品种及确定适当用量。同时,应注意选取相应的外加剂。
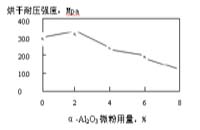
图4. α-Al2O3微粉用量对烘干耐压强度的影响
4.3 α-Al2O3微粉细度对材料性能的影响
(1) 烘后强度以第②组最高,第⑤组次之;烧后强度以第⑤组最高,第②组次之。
(2) 第⑤组,即不同细度的α-Al2O3微粉复合使用,强度较高;如果只用一种α-Al2O3微粉,可参照第②组采用细度为5μm的中细度粉。
表3. α-Al2O3微粉细度对材料性能的影响
(1) 烘后强度以第②组最高,第⑤组次之;烧后强度以第⑤组最高,第②组次之。
(2) 第⑤组,即不同细度的α-Al2O3微粉复合使用,强度较高;如果只用一种α-Al2O3微粉,可参照第②组采用细度为5μm的中细度粉。
表3. α-Al2O3微粉细度对材料性能的影响
|
编 号 |
① |
② |
③ |
④ |
⑤ |
⑥ | |
|
基本配方 |
c |
c |
c |
c |
c |
c | |
|
α-Al2O3微粉 (%) |
细 |
2 |
0 |
0 |
1 |
1 |
0 |
|
中 |
0 |
2 |
0 |
1 |
0 |
1 | |
|
粗 |
0 |
0 |
2 |
0 |
1 |
1 | |
|
耐压强度 (Mpa) |
110℃×24h |
51.6 |
57.2 |
48.4 |
52.4 |
57.6 |
50.2 |
|
1400℃×3h |
29.6 |
27.6 |
28 |
20.8 |
34.8 |
20.0 | |
|
抗折强度 (Mpa) |
110℃×24h |
8.19 |
9.47 |
4.68 |
4.09 |
6.66 |
4.68 |
|
1400℃×3h |
1.63 |
5.15 |
2.22 |
3.98 |
5.85 |
1.76 | |
注:细——细度为2μm的α-Al2O3微粉
中——细度为5μm的α-Al2O3微粉
粗——细度为800目的α-Al2O3微粉
4.4 超微粉对材料抗渣性能的影响
(1) 如果材料致密度较高,显气孔率较低,熔渣便不易渗入到耐火材料内部,其抗渣性能相应也会优良一些。我们知道,在配制低水泥系列浇注料时,只要超微粉使用得当,便可配制出相对致密的浇注料,可以提高其抗渣侵蚀性。因此,由基础配方a及b,做了若干组试验,以观察其对抗渣性的影响。
(2) 由试验可知,如果超微粉用量过高,会增加材料中游离石英的含量,致使其渣渗透深度显著增大,即导致了材料抗渣性的下降。
(3) 如果超微粉用量适宜(在本试验条件下,6~10%左右),材料抗渣性最好。
5. 结论
(1) 两种微粉配合使用,材料性能较好;
(2) 单独使用一种微粉时,硅灰效果优于α-Al2O3微粉;
(3) 当α-Al2O3微粉用量一定时,增大硅灰,水用量显著降低。
(4)本试验条件下,超微粉适宜用量:硅灰 6%,α-Al2O3微粉 2%,此时加水量、成型性能、强度和抗渣性能最优。
参考文献
韩行禄.《不定型耐火材料》.北京:冶金工业出版社,1994














