


前 言
本标准的附录A为规范性附录。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会归口。
本标准负责起草单位:北京首钢资源综合利用科技开发公司
本标准参加起草单位:建筑材料工业技术监督研究中心、北京中科筑城建材科技有限公司、北京建筑材料科学研究院、北京建筑工程学院、北京建筑材料质量监督检验站、重钢产业公司源丰公司
本标准主要起草人:霍兰平 孟立滨、李应权、闫振甲、张增寿、陈家珑、赵宏贵、宋作宝、周文娟、陈 蓓、李成宜
泡沫混凝土砌块用钢渣
1、范围
本标准规定了泡沫混凝土砌块用钢渣的术语和定义、规格、技术要求、试验方法、验收规则、包装、标志、储存、运输和质量证明书。
本标准适用于建筑围护结构泡沫混凝土砌块用钢渣粉、钢渣砂。
2、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T750-1992 水泥压蒸安定性试验方法
GB 1346 水泥标准稠度用水量、凝结时间、安定性检验方法(GB/T 1346-2001,eqv ISO 9597)
GB2419 水泥胶砂流动度测定方法
GB/T 6003.1 金属丝编织网试验筛
GB6566 建筑材料放射性核素限量
GB/T8074 水泥比表面积测定方法(勃氏法)
GB8076 混凝土外加剂
GB/T 8170 数字修约规则
GB9774 水泥包装袋
GB/T 14684-2001 建筑用砂
GB/T18046—2008 用于水泥和混凝土中的粒化高炉矿渣粉
GB/T 20491-2006 用于水泥和混凝土中的钢渣粉
GB/T XXXX 耐磨沥青路面用钢渣
YB/T 140 水泥用钢渣化学分析方法
YB/T804 钢铁渣及处理利用术语
JGJ52 普通混凝土用砂、石质量及检验方法标准
JC/T 603 水泥胶砂干缩试验方法
JC/T 681 行星式水泥胶砂搅拌机
3 术语和定义
YB/T804中确立的术语和定义适用于本标准。
4 规格
钢渣砂:钢渣砂按细度模数分为粗、中、细三种规格,其细度模数分别为:
粗砂:3.7~3.1;
中砂:3.0~2.3;
细砂:2.2~1.6。
钢渣砂细度模数的计算按GB/T 14684-2001的规定进行。
5 技术要求
5.1 钢渣粉
钢渣粉技术要求应符合表1的规定。

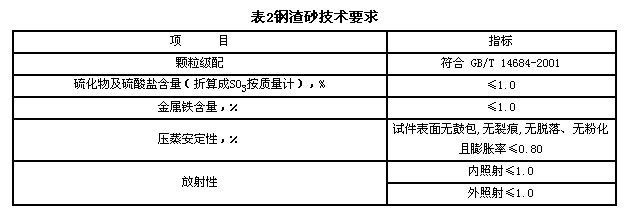
5.2 钢渣砂技术要求应符合表2的规定。
6、试验方法
6.1. 比表面积
按GB/T8074的规定进行。
6.2 含水量
按GB/T18046—2008附录B的规定进行。
6.3硫化物及硫酸盐含量
按JGJ52的规定进行。
6.4 活性指数与流动度比
按GB/T20491-2006附录A的规定进行。
6.5 钢渣粉安定性检测
按GB/T750的规定进行。
6.6 取样方法、试样处理、试验环境和试验用筛
按GB/T 14684-2001的规定进行。
6.7 颗粒级配
按GB/T 14684-2001的规定进行。
6.8硫化物及硫酸盐含量
按JGJ52的规定进行。
6.9 金属铁
按GB/T XXXX附录B的规定进行。
6.10 钢渣砂压蒸安定性
按附录A的规定进行。
6.11 放射性
按GB6566的规定进行。
7 验收规则
7.1 钢渣粉
按GB/T 20491-2006的规定进行。
7.2 钢渣砂
7.2.1 出厂检验
泡沫混凝土砌块用钢渣砂的出厂检验项目为:颗粒级配、压蒸安定性。
7.2.2 型式检验
型式检验项目:本标准中规定的技术要求全部进行检验。
有下列情况之一时,应进行型式检验:
a) 原料或生产工艺发生变化时;
b) 停产一个月或更长时间,恢复生产时;
c) 出厂检验结果与上次型式检验有较大差异时;
d) 正常生产,每半年进行一次;
e) 国家质量监督机构提出要求检验时。
7.2.3 组批规则
按相同厂家、相同规格每600 t为一批,不足600 t亦为一批。
7.2.4 判定规则
7.2.4.1各项性能指标检验结果,应符合本标准第4章、第5章的要求。
7.2.4.2 检验结果中若有一项性能指标不符合本标准要求时,则应从同一批产品中加倍取样,对不符合要求的项目进行复检。复检后,该项指标符合本标准要求时,可判该批产品合格,仍然不符合本标准要求时,则该批产品判为不合格。
8 产品的储存、包装、标志、运输和质量证明书
8.1 钢渣粉
按GB/T 20491-2006的规定进行。
8.2 钢渣砂
8.2.1 包装
8.2.1.1 钢渣砂可袋装散装。每袋净含量不应少于其标志质量的98%,随机抽取20袋总质量不应少于标志质量总和。
8.2.1.2 钢渣砂包装袋应符合GB9774的规定。
8.2.2 标志
袋装钢渣砂包装上应有标志标明产品名称、标记、规格、净含量,生产日期或批号、生产单位、地址和电话。若采用小包装应附有产品使用说明书。
8.2.3 储存
钢渣砂应按厂家、规格分别堆放,防止人为碾压及混料。
8.2.4 运输
运输时,应清扫运输设备,采取措施防止杂物混入,应有必要的防遗洒措施,严禁污染环境。
8.2.5 质量证明书内容包括:
a) 产品名称、规格;
b) 生产日期或批号、供货数量、生产单位及联系方式。
c) 出厂检验结果及执行标准编号;
d) 质量证明书编号及发放日期;
e) 检验部门及检验人员签章。
附录A (规范性附录)
泡沫混凝土砌块用钢渣砂压蒸安定性测定方法
A.1 范围
本附录规定了泡沫混凝土砌块用钢渣砂压蒸安定性测定方法。
A.2 仪器设备
A.2.1 25mm×25mm×280mm试模、钉头、捣棒和比长仪
符合JC/T 603的要求。
A.2.2 水泥胶砂搅拌机
符合JC/T681的要求。
A.2.3 沸煮箱
符合GB 1346的要求。
A.2.4压蒸釜
符合GB/T 750的要求。
A.3 试样
A.3.1 水泥
符合GB 8076规定的基准水泥。
A.3.2 钢渣砂
A.3.2.1 钢渣砂取样按6.2.1进行。
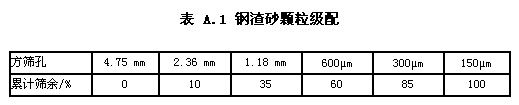
A.3.2.2 将钢渣砂样品烘干后经4.75mm、2.36mm、1.18mm、600?m、300?m、150?m的方孔筛筛分,筛分方法按GB/T 14684-2001的规定进行。
A.3.2.3 将筛分后的各粒级钢渣颗粒按表A.1中的粒度分布进行调整。若钢渣砂样品最大粒度小于2.36mm,粒度分布应满足表A.1中钢渣砂试样最大粒径以下粒度分布的要求。
A.3.2.4 称取满足表A.1颗粒级配要求的试样约1500g。
A.4试验条件
成型试验室温度应保持20℃±2℃,相对湿度应不低于50%。湿气养护箱应保持20℃±1℃,相对湿度应不低于90%。
试件长度测量应在成型试验室里进行,比长仪和校正杆都应与试验室的温度一致。
A.5 试验步骤
A.5.1 试件的成型
A.5.1.1 试模的准备:试验前在试模内涂上一薄层机油,并将钉头装入模槽两端的圆孔内,注意钉头外露部分不要沾染机油。
A.5.1.2 制作试件用的砂浆配合比应符合下列规定:
A.5.1.2.1 水泥与钢渣砂质量比为1:2.25。每组三条试件,共需水泥440g,钢渣砂990g;
A.5.1.2.2 砂浆用水量按GB2419确定,但跳桌跳动次数改为10次,流动度应控制在105mm~120mm。
A.5.1.3 试件的制作
成型前24h,将试验所用材料(基准水泥、钢渣砂、拌合用水等)放入成型试验室中;
A.5.1.3.1钢渣砂浆制备:先将称好的水泥、钢渣倒入搅拌锅内,开动搅拌机。拌合5s后,徐徐加水,20s~30s加完,自动开机器搅拌120s。将粘在叶片上的料刮下,取下搅拌锅;
A.5.1.3.2 砂浆分二层装入试模内,每层捣40次,测头周围应捣实,浇捣完毕后用镘刀刮去多余砂浆,抹平表面。
A.5.1.3.3 试件放入湿气养护箱中养护至成型后24h脱模,并标明测定方向及编号。
A.5.2 试件的沸煮
A.5.2.1 试件初长的测量:试件脱模后即测其初长。测量前要用校正杆校正比长仪百分表零读数,测量完毕也要核对零读数,如有变动,试件应重新测量。
试件在测长前应将钉头擦干净,为减少误差,试件在比长仪中的上下位置在每次测量时应保持一致,读数前应左右旋转,待百分表指针稳定时读数(L0),读数记录精确至0.01mm。
A.5.2.2 调整好沸煮箱内的水位,使能保证在整个沸煮过程中都超过试件,不需中途添补试验用水,同时又能保证在30min±5min内升至沸腾。
A.5.2.3 将测完初长的试件平放在沸煮箱的试架上,在30min±5min内加热至沸并恒沸180min±5min。
A.5.2.4 沸煮结束后,立即放掉沸煮箱中的热水,打开箱盖,待箱体冷却至室温,取出试件。
A.5.3 试件的压蒸
A.5.3.1 沸煮后的试件应在四天内完成压蒸。试件在沸煮后压蒸前这段时间里应放在20℃±2℃的水中养护。
压蒸前将试件在室温下放在试件支架上。试件间应留有间隙。为了保证压蒸时压蒸釜内始终保持饱和水蒸气压,必须加入足量的蒸馏水,加入量一般为锅容积的7~10%但试件应不接触水面。
A.5.3.2 在加热初期应打开放汽阀,让釜内空气排出直至看见有蒸汽放出后关闭,接着提高釜内温度,使其从加热开始经45min~75min达到表压2.0MPa±0.05MPa,在该压力下保持3h后切断电源,让压蒸釜在90min内冷却至釜内压力低于0.1MPa。然后微开放汽阀排出釜内剩余蒸汽。压蒸釜内的操作应严格按GB/T 750-1992中附录B(补充件)进行。
A.5.3.3 打开压蒸釜,取出试件立即置于90℃以上的热水中,然后在热水中均匀地注入冷水,在15min内使水温降至20℃±2℃,注入水时不要直接冲向试件表面。再经15min取出试件擦净,按本标准A.5.2.1的方法测长(L1)。如发现试件表面鼓包、裂痕、脱落、粉化应作记录。
A.6 结果计算与评定
A.6.1 结果计算
试件压蒸膨胀率按式(A.1)计算: ……………………………………(A.1)
式中:
LA——试件压蒸膨胀率,%
L——试件有效长度,250mm;
L0——试件脱模后的初长读数,mm;
L1——试件压蒸后长度读数,mm。
钢渣砂浆试件的膨胀率以百分数表示,压蒸膨胀率取3个试件的平均值作为试验结果,试验结果精确至0.01%,按GB/T8170修约;当有一个或一个以上压蒸膨胀率值超过0.80%时,取最大值作为试验结果。














